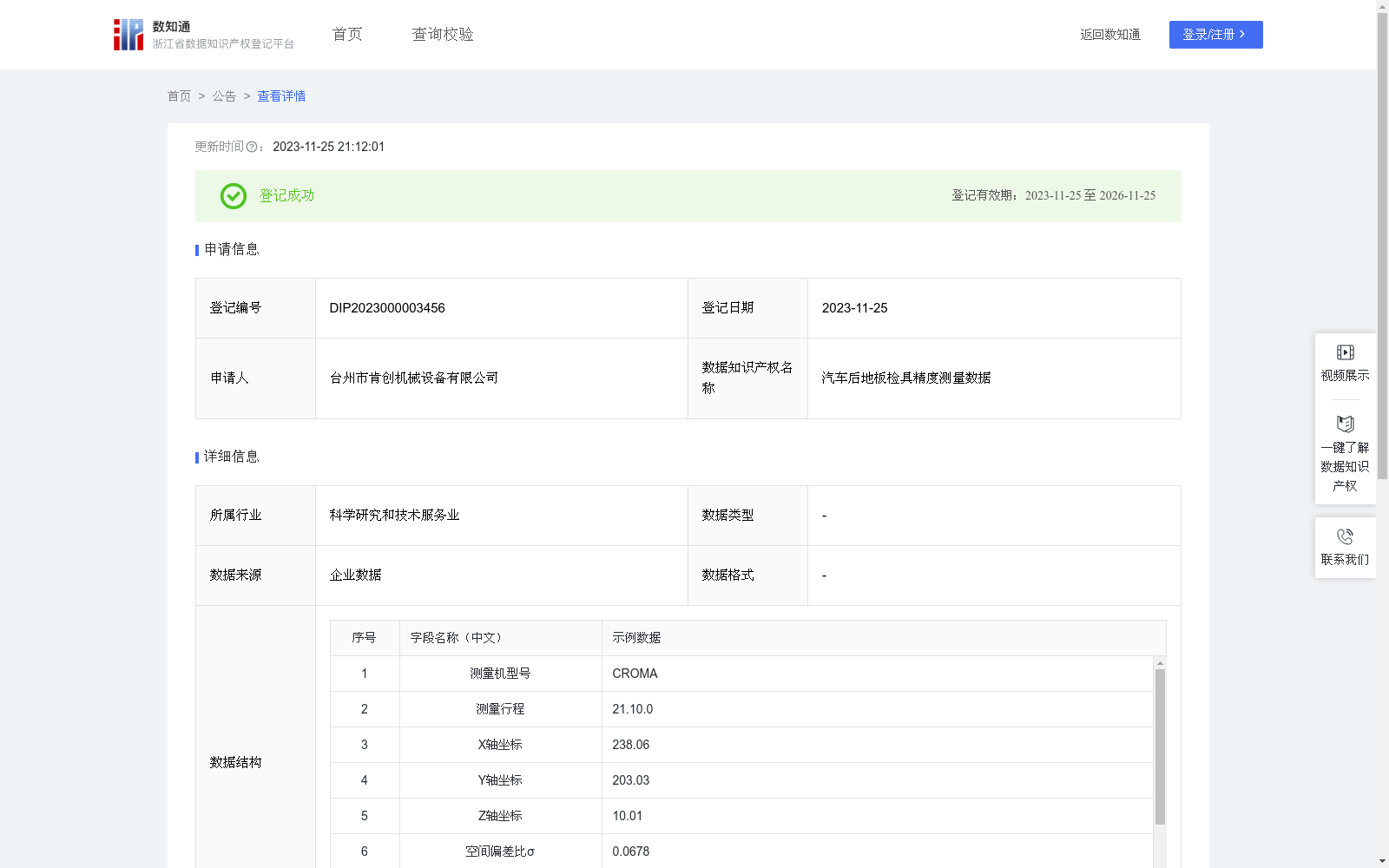
汽车后地板检具精度测量数据
收藏浙江省数据知识产权登记平台2023-11-25 更新2024-05-08 收录
下载链接:
https://www.zjip.org.cn/home/announce/trends/13656
下载链接
链接失效反馈官方服务:
资源简介:
在汽车企业生产过程中,需要对汽车的零部件进行测量,该测量项目涉及到将不规则的几何尺寸进行精度测量标定,传统测量器具难以满足该要求,因此需要使用专业的检具进行测量。本公司专业生产各类汽车零部件相关检具。为确认不同检具产品的检测精度,需要用专业的精度检测仪器进行精度检测。1.随机在本公司检具产品:汽车后地板检具(机型代码:KC-HDB-2021-A21)生产线上抽检产品样本,在系统上建立空间直角坐标系,用三坐标测量机测得被测检具的XYZ三轴坐标。
2.运用空间向量法计算该检测空间偏差换算系数,具体算法:通过三维图形理论值对实物三维尺寸进行对比得出XYZ三个轴向值偏差比,将三个轴向值的偏差比的平方数相加,再开根号,得到空间偏差比σ=√[(X轴坐标-X轴标准标定值)/X轴标准标定值+(Y轴坐标-Y轴标准标定值)/Y轴标准标定值+(Z轴坐标-Z轴标准标定值)/Z轴标准标定值],其中产品标准X轴标定值为238,产品标准Y轴标定值为203,产品标准Z轴标定值为10。因此空间偏差比σ=√[(X轴坐标-238)/238+(Y轴坐标-203)/203+(Z轴坐标-10)/10],结果精确到小数点后第四位。
3.计算该检具的偏差换算系数,具体算法:偏差系数ζ=k×σ,其中k为被测检具对应的偏差换算系数。
4.将空间偏差系数ζ与被测检具对应的标准标定值进行比较,若在标准范围内则为合格检具,若超出标准则为不合格检具。
During the production process of automotive enterprises, measurements of automotive components are required. This measurement task involves precision measurement and calibration of irregular geometric dimensions, which cannot be satisfied by traditional measuring instruments, so professional inspection fixtures are needed for the measurement. Our company specializes in producing various inspection fixtures related to automotive components. To verify the detection accuracy of different fixture products, professional accuracy detection instruments are required for accuracy testing.
1. Randomly sample products from the production line of our company's fixture product: automotive rear floor inspection fixture (model code: KC-HDB-2021-A21). Establish a 3D Cartesian coordinate system in the system, and measure the XYZ three-axis coordinates of the inspected fixture using a Coordinate Measuring Machine (CMM).
2. Calculate the spatial deviation conversion coefficient using the spatial vector method, with the specific algorithm as follows: Compare the actual 3D dimensions with the theoretical values of the 3D model to obtain the deviation ratios of the X, Y, and Z three axes. Sum the squared values of the three axial deviation ratios, then take the square root to obtain the spatial deviation ratio σ=√[((X-axis coordinate - X-axis standard calibration value)/X-axis standard calibration value) + ((Y-axis coordinate - Y-axis standard calibration value)/Y-axis standard calibration value) + ((Z-axis coordinate - Z-axis standard calibration value)/Z-axis standard calibration value)]. The standard X-axis calibration value of the product is 238, the standard Y-axis calibration value is 203, and the standard Z-axis calibration value is 10. Thus, the spatial deviation ratio σ=√[((X-axis coordinate - 238)/238) + ((Y-axis coordinate - 203)/203) + ((Z-axis coordinate - 10)/10)], with the result rounded to four decimal places.
3. Calculate the deviation conversion coefficient of this fixture, with the specific algorithm: Deviation coefficient ζ = k × σ, where k is the deviation conversion coefficient corresponding to the inspected fixture.
4. Compare the spatial deviation coefficient ζ with the standard calibration value corresponding to the inspected fixture. If it falls within the standard allowable range, the fixture is qualified; otherwise, it is unqualified.
提供机构:
台州市肯创机械设备有限公司
创建时间:
2023-11-08
搜集汇总
数据集介绍
以上内容由遇见数据集搜集并总结生成


