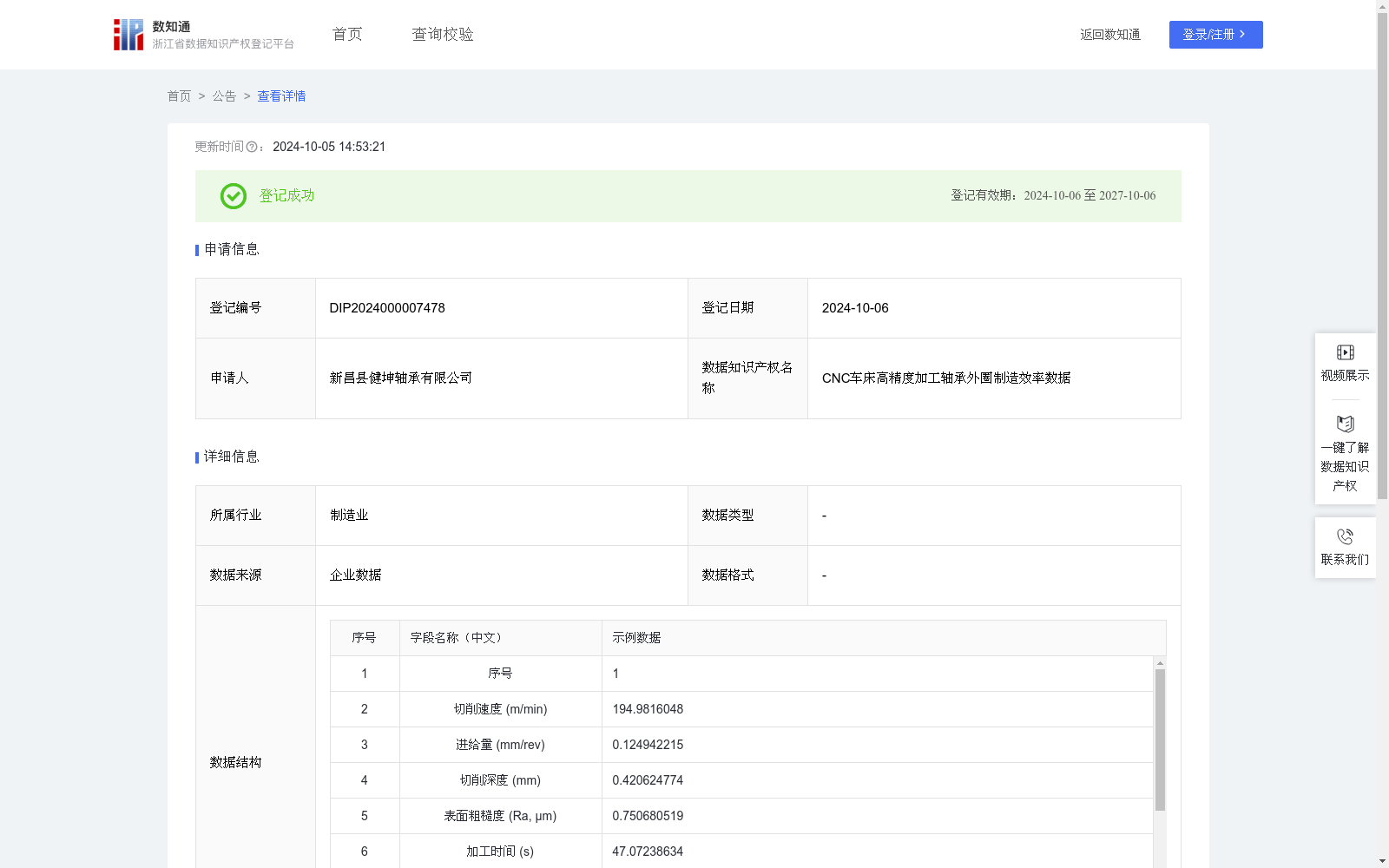
CNC车床高精度加工轴承外圈制造效率数据
收藏浙江省数据知识产权登记平台2024-10-05 更新2024-10-06 收录
下载链接:
https://www.zjip.org.cn/home/announce/trends/67811
下载链接
链接失效反馈官方服务:
资源简介:
适用于以高精度为主要要求的轴承外圈加工场景,尤其是那些对表面粗糙度、尺寸精度、和刀具寿命有严格要求的工件。该数据集主要在标准工业条件下生成,温度控制在常温范围内(118°C至125°C),并且设备处于良好的运行状态。该数据集可用于制造企业优化轴承外圈加工的生产流程。通过分析不同参数组合对加工时间、表面质量、刀具磨损和材料去除率的影响,企业可以选择最佳的工艺参数组合,以实现最高的生产效率和最低的加工成本。通过分析不同切削速度、进给量、切削深度等参数对加工时间和材料去除率的影响,帮助企业提高整体生产效率。数据及其算法规则主要用于优化高精度轴承外圈的加工过程,确保在质量、效率和成本之间取得最佳平衡。在常规工业条件下应用这些数据,能够显著提升生产线的运作效率和产品质量,但在特殊或极端环境下应用时需谨慎。加工时间(s):完成一个工件的总加工时间。
表面粗糙度(Ra,µm):加工后工件表面的粗糙度。
刀具磨损量(mm):刀具在加工过程中的磨损量。
材料去除率(cm³/min):单位时间内从工件上去除的材料体积。
综合效能由以下指标加权平均得出:
加工时间(权重=0.3):加工时间越短,效能越高。
表面粗糙度(权重=0.3):表面粗糙度越低,效能越高。
刀具磨损量(权重=0.2):刀具磨损越小,效能越高。
材料去除率(权重=0.2):材料去除率越高,效能越高。
对上述指标进行标准化处理(将它们缩放到0到1的范围),然后按照权重计算综合效能分数。
This dataset is tailored for bearing outer ring machining scenarios where high precision is the primary requirement, especially for workpieces with strict requirements on surface roughness, dimensional accuracy and tool life.
It was primarily generated under standard industrial conditions, with the temperature controlled within the normal temperature range (118°C to 125°C) and the equipment in good operating condition.
This dataset can help manufacturing enterprises optimize the production process of bearing outer ring machining.
By analyzing the impact of different parameter combinations on machining time, surface quality, tool wear and material removal rate, enterprises can select the optimal process parameter combination to achieve the highest production efficiency and the lowest processing cost.
It also helps enterprises improve overall production efficiency by analyzing the effects of parameters such as cutting speed, feed rate and cutting depth on machining time and material removal rate.
The dataset and its algorithm rules are mainly used to optimize the machining process of high-precision bearing outer rings, ensuring the optimal balance among quality, efficiency and cost.
Applying this dataset under conventional industrial conditions can significantly improve the operational efficiency of production lines and product quality, but caution is required when applying it in special or extreme environments.
Machining Time (s): Total processing time required to complete one workpiece.
Surface Roughness (Ra, µm): The roughness of the workpiece surface after machining.
Tool Wear (mm): The wear amount of the tool during the machining process.
Material Removal Rate (cm³/min): The volume of material removed from the workpiece per unit time.
Comprehensive Efficiency is calculated via the weighted average of the following indicators:
1. Machining Time (Weight = 0.3): The shorter the machining time, the higher the efficiency.
2. Surface Roughness (Weight = 0.3): The lower the surface roughness, the higher the efficiency.
3. Tool Wear (Weight = 0.2): The smaller the tool wear, the higher the efficiency.
4. Material Removal Rate (Weight = 0.2): The higher the material removal rate, the higher the efficiency.
The above indicators are first standardized (scaled to the range of 0 to 1), and then the comprehensive efficiency score is calculated according to the weights.
提供机构:
新昌县健坤轴承有限公司
创建时间:
2024-09-01
搜集汇总
数据集介绍
特点
该数据集提供了CNC车床高精度加工轴承外圈的制造效率数据,包含11个关键工艺参数和结果指标,适用于优化高精度轴承外圈加工流程,提升生产效率和产品质量。
以上内容由遇见数据集搜集并总结生成


