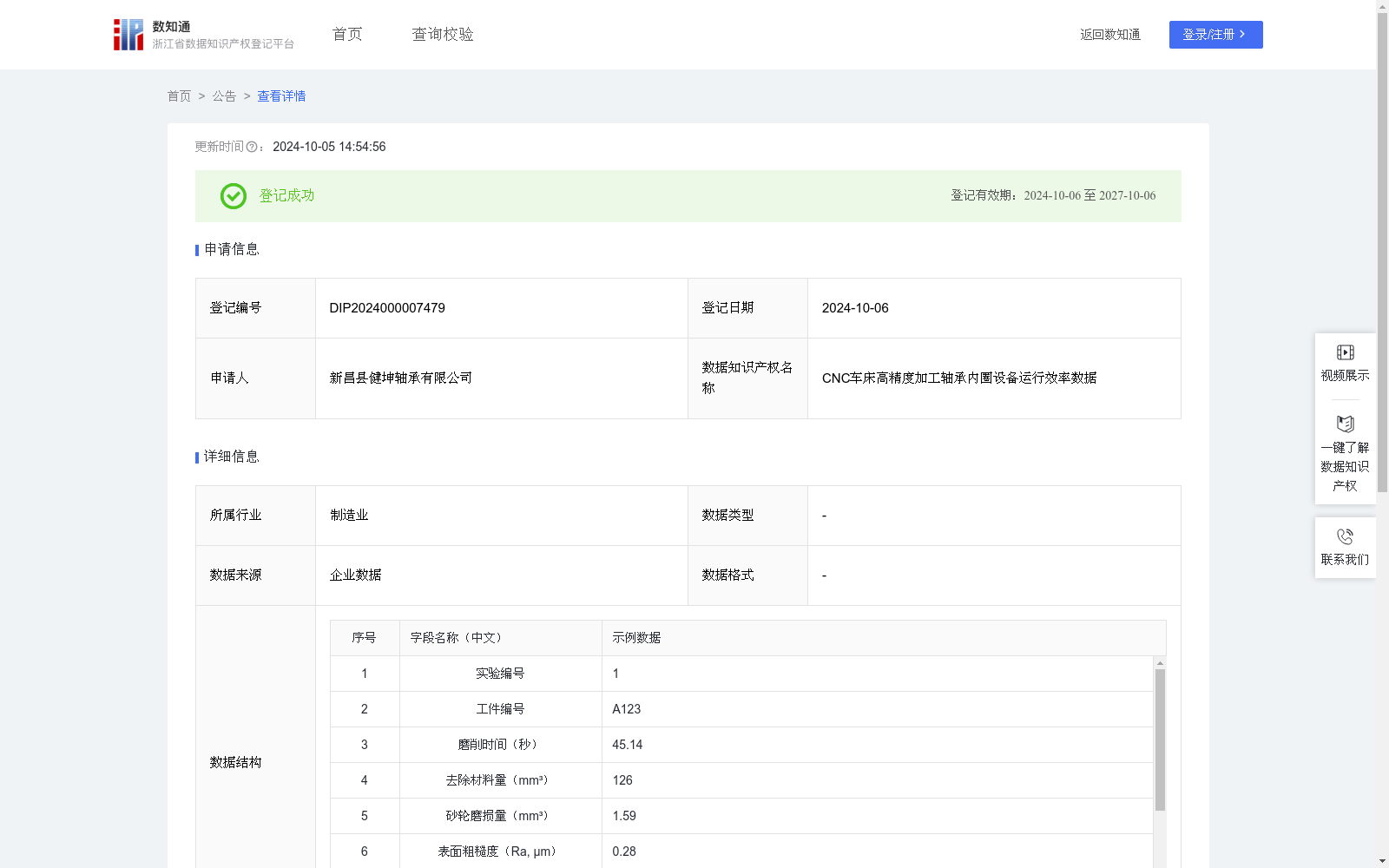
CNC车床高精度加工轴承内圈设备运行效率数据
收藏浙江省数据知识产权登记平台2024-10-05 更新2024-10-09 收录
下载链接:
https://www.zjip.org.cn/home/announce/trends/67812
下载链接
链接失效反馈官方服务:
资源简介:
该数据和算法规则适用于内圆磨床,特别是在高精度轴承制造等需要精密磨削的场景。主要用于加工轴承内圈或类似需要高精度内圆磨削的工件。工件材料一般为轴承钢(如GCr15),或其他类似硬度和韧性的材料。通过分析不同工件在不同磨削参数下的综合效能,可以优化内圆磨床的运行参数,提高加工效率和产品质量。例如,选择最佳的磨削时间、砂轮磨损量和冷却液流量,提升整体生产效能。内圆磨床运行效率数据及其算法规则在高精度磨削加工中具有广泛的应用潜力,可以显著提高生产效率、优化质量控制,并降低成本。然而,在使用这些数据时需要考虑具体的适用范围和设备条件,避免在不适合的场景中使用这些数据,以确保分析结果的准确性和决策的有效性。磨削时间(秒):完成单个工件加工所需的时间。
去除材料量(mm³):在磨削过程中从工件上去除的材料体积。
砂轮磨损量(mm³):磨削过程中砂轮的材料损失体积。
表面粗糙度(Ra, μm):工件加工后表面的平均粗糙度值。
加工后圆度误差(μm):工件加工后的圆度误差。
综合效能=1/(磨削时间(秒)×表面粗糙度(Ra, μm)×加工后圆度误差(μm))+去除材料量(mm³)/砂轮磨损量(mm³)
公式解释:
第一部分1/(磨削时间(秒)×表面粗糙度(Ra, μm)×加工后圆度误差(μm)):
这一部分的目的是通过磨削时间、表面粗糙度和圆度误差的组合来衡量加工效率与质量,时间越短、表面粗糙度越小、圆度误差越小,综合效能越高。
第二部分去除材料量(mm³)/砂轮磨损量(mm³):
这一部分是衡量材料去除的效率,即去除的材料量与砂轮磨损量的比值,去除的材料越多而砂轮磨损越少,则综合效能越高。
提供机构:
新昌县健坤轴承有限公司
创建时间:
2024-09-01
搜集汇总
数据集介绍
以上内容由遇见数据集搜集并总结生成


